
مقدمهای بر لحیمکاری با قابلیت اطمینان بالا و تعمیر بردهای مدار چاپی (PCB)
برد مدار چاپی (PCB) قلب تپندهی هر سیستم الکترونیکی است؛ جایی که سیگنالها حرکت میکنند، پردازشها انجام میشوند و عملکرد نهایی یک دستگاه شکل میگیرد. اما این قلب، تنها زمانی میتپد که با دقت و مهارت، اجزای آن مونتاژ شوند. فرآیند مونتاژ برد الکترونیکی نقطه تلاقی مهندسی، مهارت دستی و استانداردهای بینالمللی است.
مونتاژ صحیح، نهتنها تضمینکنندهی عملکرد اولیه مدار است، بلکه نقشی حیاتی در دوام، قابلیت اطمینان و حتی ایمنی سیستم دارد. این فرآیند شامل قرار دادن دقیق قطعات، لحیمکاری تمیز و مقاوم، کنترل کیفیت چندمرحلهای، و رعایت جزئیاتی است که تفاوت یک مدار صنعتی مطمئن با نمونهای ناپایدار را رقم میزند.
در شرکت طراحان الکترونیک نیک اندیشان، با اصول و مراحل مونتاژ بردهای الکترونیکی، از آمادهسازی برد تا لحیمکاری دستی و اتوماتیک، تکنیکهای کنترل کیفیت، و رعایت الزامات استاندارد IPC آشنا خواهیم شدتا بتوانیم بردهایی تولید کنیم که نهتنها کار کنند، بلکه بهخوبی و برای مدتطولانی کار کنند.
استاندارد مونتاژ برد الکترونیکی:
استانداردهای مونتاژ بردهای الکترونیکی مجموعهای از دستورالعملها، معیارها و الزامات کیفی هستند که به منظور اطمینان از قابلیت اطمینان، دوام، و عملکرد صحیح بردهای الکترونیکی تدوین شدهاند. این استانداردها توسط نهادهای بینالمللی مانند IPC، ANSI وIEC توسعه یافتهاند و در صنعت الکترونیک بهصورت گسترده مورد استفاده قرار میگیرند.
اجرای صحیح فرآیند مونتاژ تنها زمانی به موفقیت منجر میشود که با رعایت کامل استانداردهای صنعتی همراه باشد. این استانداردها نهتنها کیفیت و دوام بردها را تضمین میکنند، بلکه در صنایع حساس مانند پزشکی و هوافضا، پایهی اصلی برای تایید صلاحیت محصول به حساب میآیند.
تمامی فرآیندهای لحیمکاری در این منبع، مطابق با استاندارد IPC J-STD-001D (مصوب ۲۰۰۵) انجام میپذیرند. این استاندارد، بهعنوان مرجع رسمی مورد تأیید ANSI و وزارت دفاع آمریکا شناخته میشود. همچنین، برای تعمیرات، از استانداردهای IPC-7711/7721 استفاده میشود که شامل بازکاری، اصلاح و تعویض اجزای الکترونیکی روی بردهاست.
عنوان کامل Requirements for Soldered Electrical and Electronic Assemblies:
- استاندارد مرجع برای نحوه انجام لحیمکاری.
- شامل شرایط تجهیزات، نوع فلاکس، دمای مناسب، مدت زمان تماس هویه، و انواع اتصالات مجاز.
- مناسب برای محیطهای حرفهای با کیفیت بالا.
- معمولاً در کنار IPC-A-610 استفاده میشود.
ایمنی در لحیمکاری و تعمیرات برد
در فرآیندهای تعمیر و مونتاژ بردهای الکترونیکی، رعایت نکات ایمنی حیاتی است. این شامل موارد زیر میشود:
- آشنایی کامل با ابزارها و مواد مصرفی.
- استفاده از تجهیزات محافظتی مانند عینک و دستکش.
- تهویه مناسب یا سیستمهای مکش دود لحیم.
- رعایت اصول ارگونومی در ارتفاع میز و نوع صندلی.
- استفاده از سطح ضد حریق و عدم تماس نوک هویه با سیم برق.
شناخت سیمها و رساناها: اصول طراحی و تعمیر مدار
در این مقاله به بررسی انواع سیمها (تکرشتهای و چندرشتهای)، ویژگیهای الکتریکی آنها، تأثیر سطح مقطع، و همچنین پدیدههایی مانند اثر پوست (Skin Effect) و اثر مجاورت (Proximity Effect) پرداخته شده است. این مفاهیم برای درک رفتار سیمها در فرکانسهای بالا و انتخاب صحیح آنها برای کاربردهای مختلف ضروری هستند.
تمرکز بر ابزار و تکنیکها:
به صورت مفصل به آموزش ابزارهای لحیمکاری (هویه، لحیم، فلاکس و نوکهای متنوع)، تکنیکهای اتصال سیمها، لحیمکاری اجزای THT و SMT، و همچنین بازکاری و تعویض قطعات معیوب میپردازد. در این بخشها به موارد زیر پرداخته میشود:
- روشهای لحیمکاری پایه (Western Union, Tap Splice, Pig Tail).
- تفاوت بین نوکهای مخروطی و پهن هویه.
- انتخاب توان مناسب المنت حرارتی.
- لحیمکاری اجزای حساس با هویه گازی یا الکتریکی.
- معرفی ابزارهای دقیق مانند هیتر هوای گرم، سیم لحیمکش، فتیله و پمپ قلعکش.
بردهای مدار چاپی: ساختار، انواع و روشهای تعمیر
در قسمت های میانی این مقاله به معرفی انواع بردهای یکرو، دورو و چندلایه پرداخته و روشهای متنوع ساخت برد (مانند روش کاهشی (Subtractive)، چاپ سیلک، فرزکاری و …) را تحلیل شده. همچنین، روشهای بازسازی ترکها، پدهای جداشده، تعویض مسیرها، و حتی جایگزینی بخشهای آسیبدیدهی بزرگ از بردها بررسی شده است.
نتیجهگیری: آموزش استاندارد، گامی به سوی تولید و تعمیر حرفهای
آشنایی و تسلط بر تکنیکهای لحیمکاری(مونتاژ برد الکترونیکی) با قابلیت اطمینان بالا، نهتنها در حوزهی تعمیرات برد الکترونیکی، بلکه در تولید، طراحی و توسعهی محصولات الکترونیکی نقشی تعیینکننده دارد. استفاده از استانداردهای بینالمللی، انتخاب ابزار مناسب، و رعایت اصول ایمنی و کیفیت، سه رکن اساسی موفقیت در این زمینهاند.
نکات ایمنی در لحیمکاری و تعمیر بردهای الکترونیکی
در محیطهای لحیمکاری و تعمیر، رعایت اصول ایمنی بسیار حیاتی است. در ادامه فهرستی از موارد ایمنی ارائه میشود که باید در تمامی مراحل کار رعایت گردد:
- ابزارها و مواد مصرفی خود را بهخوبی بشناسید.
- پیش از استفاده، از سالم بودن کامل ابزارها اطمینان حاصل کنید.
- همواره از محافظ چشم یا صورت استفاده کنید.
- در محیطی با تهویهی مناسب کار کنید یا از دستگاه مکش دود لحیم استفاده نمایید.
- پس از اتمام کار، خصوصاً هنگام استفاده از لحیمهای حاوی سرب، دستان خود را بشویید.
- از پوشیدن لباس یا زیورآلات شل و آویزان (مانند کراوات) خودداری کنید.
- آستین بلند و شلوار بپوشید تا در صورت پاشش لحیم از سوختگی جلوگیری شود.
- از کفشهای جلو باز استفاده نکنید؛ ممکن است با اجسام سنگین نیز سر و کار داشته باشید.
- به هیچ عنوان نوک هویه را لمس نکنید، حتی اگر تصور میکنید سرد است.
- محل کار خود را همیشه تمیز و منظم نگه دارید.
- مراقب باشید هویه با سیم برق تماس پیدا نکند.
- اصول ارگونومی را رعایت کنید: ارتفاع میز و موقعیت صندلی باید مناسب باشد و نور کافی در محیط فراهم گردد.
- لحیمکاری را روی سطح نسوز انجام دهید.
- پریزهای برق را بیش از حد بارگذاری نکنید.
- پس از اتمام کار، تجهیزات را خاموش کنید.
سیمها و رساناها
شفافیت الکتریکی سیم
هر سیم باید نسبت به مداری که در آن مورد استفاده قرار میگیرد، از نظر الکتریکی «شفاف» باشد. منظور از شفافیت الکتریکی این است که سیم نباید تأثیر قابل توجهی بر جریان یا ولتاژ مدار بگذارد. اما یک سیم چگونه میتواند جریان یا ولتاژ را در یک طراحی ضعیف تحت تأثیر قرار دهد؟ واکنش آن نسبت به فرکانسهای مختلف چگونه است؟ و در صورت نیاز به تعمیر سیم، چگونه میتوان استحکام مکانیکی و کیفیت الکتریکی آن را در حد اولیه حفظ کرد؟
انواع رساناها (Conductors)
رایجترین نوع رسانا در مدارهای الکترونیکی، سیم است. سیمها به دو نوع تقسیم میشوند:
- سیم تکرشتهای (Solid Wire).
- سیم چندرشتهای (Stranded Wire).
رایجترین مادهی استفادهشده برای ساخت این سیمها، مس است؛ زیرا دارای مقاومت بسیار کم و قیمت مناسبی میباشد.
- سیمهای تکرشتهای ساختار سادهتری دارند و ارزانتر هستند، اما مناسب کاربردهایی که نیاز به خم شدن مداوم دارند، نیستند. این سیمها در صورت خم شدن چندباره، احتمال شکستن بالایی دارند.
- سیمهای چندرشتهای از چند رشتهی نازک تشکیل شدهاند که بههم پیچیده شدهاند. این نوع سیمها انعطافپذیری بیشتری دارند و برای کاربردهایی که به خم شدن مکرر نیاز دارند، گزینهی بهتری هستند.
| ماده | درصد رسانایی نسبت به نقره |
| نقره | 100٪ |
| مس | 98٪ |
| طلا | 78٪ |
| آلومینیوم | 61٪ |
| آهن | 16٪ |
| قلع | 9٪ |
| کربن | 0.05٪ |
مقایسهی رسانایی فلزات مختلف
مس دارای مقاومت بسیار پایینی است (برای سیمی به قطر ۰.۰۱۲ اینچ، کمتر از ۰.۰۷۷ اهم در هر فوت). با افزایش قطر سیم، مقاومت آن باز هم کاهش مییابد.
استاندارد قطر سیم (AWG)
برای انتخاب مناسبترین سیم در یک مدار، باید قطر آن متناسب با جریان و ولتاژ مورد نیاز باشد. در ایالات متحده، از استاندارد AWG (American Wire Gauge) برای تعیین قطر سیمها استفاده میشود. شمارههای کوچکتر نشاندهنده سیمهای ضخیمتر هستند. جدول زیر بهطور نمونه، قطر و مقاومت انواع سیمهای رایج را نشان میدهد:
| شماره AWG | قطر (mm) | مقاومت در هر ۱۰۰۰ فوت (اهم) | جریان مجاز (A) |
| 24 | 0.51 | 25.67 | 2.5 |
| 22 | 0.64 | 16.14 | 2.8 |
| 20 | 0.81 | 10.15 | 4.2 |
| 18 | 1.02 | 6.39 | 5.9 |
نکته: اگر جریان مورد نیاز دو برابر شود، باید سه شماره به پایینتر بروید مثلاً از AWG 24 به AWG 21تا ظرفیت افزایش یابد.
مفهوم اثر سطحی (Skin Effect)
در فرکانسهای بالا، جریان متناوب (AC) به جای اینکه از کل سطح مقطع سیم عبور کند، تمایل دارد که تنها از سطح خارجی سیم عبور کند. این پدیده که به اثر سطحی شناخته میشود، ناشی از جریانهای گردابی (Eddy Currents) در مرکز سیم است که با جریان اصلی مخالفت میکنند.
در ولتاژ DC یا فرکانسهای پایین، این مشکل وجود ندارد. اما در کاربردهای فرکانس بالا (مانند رادیو یا مخابرات)، اثر سطحی باعث افزایش مقاومت سیم و کاهش کارایی آن میشود.
اثر مجاورت (Proximity Effect)
هنگامی که چند سیم در کنار هم قرار میگیرند (مثلاً در سیمهای چندرشتهای)، نقاط تماس نزدیک بین رشتهها میتوانند باعث ایجاد نواحی رساناتر و جذب جریانهای گردابی شوند. این پدیده باعث تمرکز جریان در برخی رشتهها و ایجاد حرارت یا اختلال در عملکرد میشود.
راهکار این مشکل استفاده از سیم لیتز (Litz Wire) است که در آن، هر رشته بهصورت جداگانه عایقبندی شده است. این نوع سیم برای فرکانسهای بالا بسیار مناسب بوده و از ایجاد اثر مجاورت جلوگیری میکند.
اهمیت عایق در سیمها
نقش عایق در سیمها اغلب نادیده گرفته میشود، اما این بخش از سیم بهاندازهی رسانای داخلی آن اهمیت دارد. وظایف اصلی عایقها شامل موارد زیر است:
- جلوگیری از ایجاد اتصالات کوتاه (short circuit).
- محافظت از رسانای داخلی در برابر آسیبهای محیطی.
- محافظت از محیط اطراف در برابر خطرات ناشی از جریان برق داخل سیم.
عدم رعایت این موارد ممکن است منجر به خطرات جانی و خسارات مالی شدید شود. برای مثال، شدت شوک الکتریکی بستگی مستقیم به میزان جریان دارد؛ آستانهی درک شوک برای بسیاری از افراد تنها 1 میلیآمپر (0.001 آمپر) است. در برخی شرایط، حتی جریانی در حد 7 میلیآمپر (0.007 آمپر) میتواند مرگآور باشد.
مشخصات کلیدی عایقها
هر عایق، دارای مجموعهای از ویژگیهاست که باید در انتخاب آن مدنظر قرار گیرد:
- مقاومت الکتریکی و ولتاژی (حداکثر ولتاژ قابل تحمل پیش از شکست الکتریکی).
- مقاومت حرارتی (حداکثر دمای عملیاتی).
- مقاومت شیمیایی (مقاومت در برابر روغن، اسید، بخار و … ).
- مقاومت مکانیکی (مقاومت در برابر سایش، لهشدگی، بریدگی و …).
- میزان سمی بودن بخارات در اثر سوختن.
- قابلیت خودخاموشی در برابر آتش (Flammability).
نمونهای از سیمهای رایج مانند سیمهای AWG 20 تا 24، اغلب دارای عایقهایی هستند که:
- در برابر روغن مقاوم نیستند.
- دمای بیش از 60 درجهی سانتیگراد را تحمل نمیکنند.
- تحمل ولتاژی بیشتر از 100 ولت ندارند.
بنابراین، پیش از انتخاب سیم و عایق آن، باید شرایط عملیاتی و محیطی بهدقت بررسی شود.
انواع عایقها در صنعت الکترونیک
در ادامه، پرکاربردترین عایقها را مرور میکنیم:
| نوع عایق | ویژگیها | توضیحات |
| PVC وینیل | ارزان، منعطف، عایق نسبتاً خوب | در دمای پایین شکننده شده، بهراحتی آتش میگیرد. استاندارد UL-1007 برای سیمهای با عایق PVC، دمای 80°C و ولتاژ 300V را تضمین میکند. |
| تفلون Teflon | گرانقیمت، مقاوم شیمیایی، ضعیف مکانیکی | تحمل دمای بالا، مقاوم در برابر روغن، اما سخت و شکننده است. |
| کپتون Kapton | بسیار گران، سبکوزن، مقاوم حرارتی بالا | در دمای خیلی بالا آتش میگیرد و میترکد. در برابر نفوذ آب حساس است. |
| کینار Kynar | گران، رسانای ضعیف | در برابر گاز و مایعات نفوذپذیری کمی دارد. |
| پلیاتیلن PE | ارزان، عایق خوب، انعطافپذیر کم | در برخی کاربردها مانند کابلهای کواکسیال استفاده میشود. |
| نایلون | سابقاً محبوب، اما امروزه کمتر استفاده میشود | انعطافپذیر، اما نسبت به مواد شیمیایی حساس است. |
| الیاف شیشهای | مقاوم حرارتی بالا، دشوار در مونتاژ | در صنعت هوایی کاربرد دارد. |
| نخ پنبهای | قدیمی، شکننده، تجزیهپذیر در برابر مواد شیمیایی | در تجهیزات قدیمی (دههی ۳۰ تا ۵۰ میلادی) رایج بوده است. |
جمعبندی انتخاب عایق مناسب
- برای کاربردهای عمومی، انتخاب سیمهای دارای استانداردهایی مانند UL1007، UL1213 یا استانداردهای نظامی (Mil-Spec) معمولاً امن است.
- در محیطهای خاص (نفت، صنایع پزشکی، هوافضا) نیاز به اطلاعات دقیقتر از طریق دیتاشیت سیم یا برچسب روی قرقرهی سیم میباشد.
اتصالات سیم به سیم (Splicing Techniques)
اتصال سیمها به یکدیگر، یکی از رایجترین و پایهایترین عملیاتهای لحیمکاری و تعمیرات در صنعت الکترونیک است. این اتصالات به دو دستهی اصلی تقسیم میشوند:
- اتصالات انتها به انتها (Butt Splice).
- اتصالات انشعابی (Tap Splice).
در این بخش با شش نوع از رایجترین روشهای لحیمکاری آشنا میشویم که همگی قابل لحیم هستند و در صنایع با قابلیت اطمینان بالا کاربرد دارند:
۱. اتصال خانگی (Appliance Splice)
اتصالی ساده برای اتصال سیم چندرشتهای به سیم تکرشتهای:
- حدود ۶ سانتیمتر از عایق هر دو سیم را بردارید.
- سیم چندرشتهای را پنج بار به دور سیم تکرشتهای بپیچانید.
- برای جلوگیری از نفوذ قلع زیر عایق، بین محل لحیم و عایق یک فاصلهی استاندارد به نام شکاف لحیم (Solder Gap) در نظر بگیرید؛ معمولاً به اندازهی ۱ تا ۲ برابر ضخامت عایق است.

۲. اتصال وسترن یونیون (Western Union Splice)
این اتصال با استحکام مکانیکی بالا از دوران تلگراف باقی مانده و مناسب سیمهای طولانی و با فشار مکانیکی زیاد است.
مراحل:
- دو سیم را به صورت ضربدری روی هم قرار دهید.
- با یک دست، دو سیم را همزمان به دور یک محور فرضی بپیچید.
- سه دور مرکزی ایجاد کنید، سپس انتهای هر سیم را پنج دور به دور سیم دیگر بپیچانید.
- توجه: خمیدگیهای سیم باید با زاویهی مشخص و بدون تغییر فرم رشتهها باشند.

۳. اتصال دمخروسی (Pig Tail Splice)
اتصالی ساده ولی با استحکام پایینتر نسبت به سایر روشها؛ مناسب برای فضاهای محدود:
- دو سیم را با طول مساوی لخت کنید.
- آنها را پنج بار به هم بپیچید.
- قبل از خم کردن، اتصال را لحیم کنید.
- برای جلوگیری از برآمدگی در محل اتصال، در صورت وجود چند اتصال پشت سر هم، محل هر اتصال را پلکانی (staggered) در نظر بگیرید.

۴. اتصال انشعابی (Tap Splice)
در این روش، یک سیم به مدار موجود اضافه میشود:
- بخشی از عایق سیم اصلی را بدون آسیب رساندن به رسانای آن جدا کنید.
- سیم دوم را پنج دور به دور سیم اول بپیچانید.
- از ایجاد شکاف لحیم در دو طرف اتصال اطمینان حاصل کنید.
- اگر از شرینک حرارتی استفاده میشود، سیم انشعاب باید پیش از لحیمکاری به موازات سیم اصلی خم شود تا پس از حرارت دادن، تنش فیزیکی به آن وارد نشود.

۵. اتصال مشبندی (Mesh Splice)
برای اتصال دو سیم چندرشتهای از انتها استفاده میشود:
- حداقل ۱۶ میلیمتر از عایق هر دو سیم را جدا کرده، حدود ۱۲.۵ میلیمتر روی هم قرار دهید.
- رشتهها را صاف کرده و لحیم کنید.
- در انتها از شرینک حرارتی برای پوشش استفاده کنید.

۶. اتصال همپوشانی (Lap Splice)
مناسب برای سیمهای تکرشته یا چندرشته:
- ۶ تا ۸ برابر ضخامت عایق را لخت کنید.
- سیمها را با هم همپوشانی کرده و با سیم نازک (۳۰ AWG) به هم ببندید.
- لحیم کرده و با شرینک حرارتی عایقگذاری کنید.

۷. اتصالات با ابزار کریمپ (Crimping Tools)
اتصالات فشاری نیز میتوانند در صورت استفاده از ابزار و فیتینگ با کیفیت، اتصالی مطمئن ایجاد کنند:
- فیتینگهای رنگی (قرمز، آبی، زرد) متناسب با سایز سیم انتخاب شوند.
- ابزار کریمپ با فکهای رنگکد شده، فشار را دقیق و همزمان روی رسانا و عایق اعمال میکند.
- اگر کریمپ روی رشتههای سیم بدون محافظت عایقی اعمال شود، آسیب به رسانا وارد خواهد شد.
هویه، قلع و فلاکسها
لحیمکاری چیست؟
لحیمکاری فرآیندی است برای اتصال دو یا چند قطعهی الکترونیکی از طریق گرم کردن فلز پرکنندهای به نام قلع (Solder)، بدون ذوب کردن قطعات اصلی. قلع، دمای ذوبی پایینتر از 449 درجه سانتیگراد دارد که آن را از روشهایی مانند جوشکاری (Welding) و لحیمکاری سخت (Brazing) متمایز میکند. در جوشکاری، فلزات پایه ذوب میشوند؛ اما در لحیمکاری تنها قلع ذوب میشود و اتصال بین دو فلز برقرار میشود.

ابزارهای لحیمکاری
۱. هویه (Soldering Iron)
هویه یک ابزار دستی برقی است که از یک المنت حرارتی، منبع حرارتی و نوک تشکیل شده است. این اجزا معمولاً قابل تعویض هستند تا برای کاربردهای مختلف مورد استفاده قرار گیرند.
- نوک مخروطی (Conical Tip): مناسب برای لحیمکاری قطعات DIP و SMD.
- نوک پهن (Chisel Tip): مناسب برای سیمهای ضخیمتر، ترمینالها و لحیمکاریهای پرقدرت.
المنت حرارتی معمولاً از آلیاژی به نام نیکروم (آلیاژ نیکل و کروم) ساخته شده که دمای ذوب بالایی (حدود 1400 درجه سانتیگراد) دارد و در برابر اکسید شدن مقاوم است.
- هویه 23 وات: دمای حدود 371°C (مناسب برای مبتدیان).
- هویه 33 وات: دمای حدود 427°C (سریعتر اما با احتمال آسیب به برد).
۲. هویههای گازی و هویه تفنگی
- هویه گازی (Butane Soldering Iron): مناسب برای استفاده در فضای باز و مکانهایی که برق در دسترس نیست.
- هویه تفنگی (Soldering Gun): مناسب مدارهای ظریف نیست و در صورت استفاده، ممکن است به برد آسیب برساند.

قلع (Solder)
قلع ترکیبی از فلزاتی مانند قلع (Sn)، سرب (Pb)، نقره (Ag)، مس (Cu)، بیسموت (Bi) و آنتیموان (Sb) است.
انواع قلع:
- سربدار (63/37): دمای ذوب یوتکتیک (183°C)، اتصال براق و روان، مناسب قطعات حساس.
- بدون سرب (RoHS): دمای ذوب بالاتر، روانی کمتر، نیازمند فلاکس فعالتر.
- قلع نقرهای (SnAg): استحکام بالا اما گران.
- قلع با بیسموت (SnBi): مناسب لحیمکاری دمای پایین.
- قلع با آنتیموان (SnSb): سازگار با محیطزیست ولی اتصال ضعیفتر.
قلعها در دو فرم اصلی موجودند:
- قلع رولی: سیم نازک در قطرهای مختلف (از 0.25mm تا 1.27mm).
- قلع خمیری: ترکیب آمادهی قلع و فلاکس، مناسب برای SMT و دستگاههای pick & place.

فلاکس (Flux)
فلاکس عامل شیمیایی است که اکسیدهای سطح فلزات را حذف کرده و چسبندگی قلع به سطح را تسهیل میکند. فلاکس همچنین از تشکیل اکسیدهای جدید در طول لحیمکاری جلوگیری میکند.
فلاکسها معمولاً به شکل زیر دستهبندی میشوند:
| نوع | فعالیت | شستشو پس از لحیم | مناسب برای |
| RO رزین طبیعی | کم | اختیاری | کاربرد عمومی |
| RMA رزین اصلاحشده | متوسط | توصیهشده | بیشتر بردها |
| RA رزین فعال | زیاد | الزامی | بردهای صنعتی |
| No-Clean | بسیار کم | بدون نیاز به شستشو | محصولات تجاری کوچک |
استاندارد IPC J-STD-004B دستهبندی دقیقتری بر اساس فعالیت L، M، H و وجود هالید (0 یا 1) ارائه میدهد، مثلاً:
- ROL0 فلاکس رزینی، فعالیت کم، بدون هالید.
- RAH1 فلاکس فعال، فعالیت بالا، حاوی هالید زیاد.

ملاحظات حرارتی و زمانی
برای ایجاد یک اتصال مناسب:
- جرم حرارتی قطعه: قطعات بزرگتر به زمان بیشتری برای گرم شدن نیاز دارند.
- زمان تماس هویه: ایدهآل بین ۲ تا ۴ ثانیه است.
- فشار هویه: فقط به اندازهای باشد که هویه در جای خود ثابت بماند. فشار زیاد، پد یا ترکهای برد را بلند میکند
ابزارهای مکمل
فهرستی از ابزارهای استاندارد لحیمکاری:
- هویه و پایهی آن.
- انواع نوک هویه (مخروطی، پهن).
- سیم قلع، قلع خمیری.
- فلاکس و پاککنندهی فلاکس.
- اسفنج تمیزکنندهی نوک.
- سیم قلعکش (سیم ویک).
- پمپ قلعکش.
- انبردست، موچین، قیچی سیمچین.
- دستکش، عینک ایمنی.
- گیره نگهدارنده برد.
- دستگاه مکنده دود.
- اسفنج سلولزی برای تمیزکاری نوک.
تکنیکهای قلعاندود کردن سیمها (Tinning Wires)
مراحل کلی قلعاندود کردن یک سیم:
- تمیزکاری سیم: سیم باید قبل از لحیمکاری تمیز، براق و عاری از اکسید باشد. سیمهایی که رنگ آبی یا مات دارند، اکسید شدهاند و نیاز به پاکسازی دارند. از تماس دست مستقیم با رسانای لخت خودداری کنید؛ چربی پوست آلودگی ایجاد میکند.
- افزودن فلاکس: مقدار کمی فلاکس را به انتهای لختشدهی سیم بزنید. این فلاکس به داخل رشتههای سیم نفوذ کرده و شرایط لحیمپذیری را فراهم میکند.
- آمادهسازی نوک هویه: نوک هویه را با اسفنج مرطوب (ترجیحاً سلولزی) تمیز کرده و کمی قلع روی آن اضافه کنید تا یک پل حرارتی (Heat Bridge) ایجاد شود.
- گرمکردن مرکز سیم: ابتدا مرکز رسانا را گرم کنید. پس از فعال شدن فلاکس (جوشیدن و سپس دود کردن آن)، قلع را به تدریج به مرکز اضافه نمایید.
- حرکت به سمت عایق: همزمان با افزودن قلع، هویه را به سمت عایق حرکت دهید. اما حداقل ۱ فاصلهی عایق (Insulation Gap) از محل تماس عایق فاصله بگیرید تا از نفوذ قلع به زیر عایق جلوگیری شود.
- حرکت پایانی: پس از لحیمکاری، نوک هویه را به آرامی از روی سیم بیرون بکشید. سیم قلعاندود باید شفاف، صاف و دارای لایهای یکنواخت باشد و رشتههای سیم هنوز قابل مشاهده باشند.
اگر رشتهها دیده نشوند، بیش از حد قلع استفاده شده است. در نهایت، قطرهای قلع روی نوک هویه قبل از خاموشکردن آن قرار دهید تا از اکسید شدن جلوگیری شود.
بررسی خطاهای رایج در لحیمکاری
۱. اتصال سرد (Cold Solder Joint):
- ظاهر دانهدانه، مات و بدون درخشندگی.
- به علت حرارت ناکافی یا حرکت قطعه در زمان سرد شدن قلع ایجاد میشود.
- ممکن است باعث ترک، تخلخل یا عملکرد ناقص اتصال شود.

۲. گودشدگی ناشی از فلاکس (Flux Pitting):
- باقیماندن فلاکس نسوخته روی سطح قلع.
- بهصورت گودال یا نقطهی فرو رفته دیده میشود.
- ناشی از حرارتدهی ناکافی در زمان لحیمکاری است.
۳. پل قلع (Solder Bridging):
- اتصال ناخواسته دو پایهی مجاور با قلع.
- باعث اتصال کوتاه و آسیب جدی میشود.
- عمدتاً به دلیل قلع زیاد یا حرکت نادرست هویه در پایان لحیم.
۴. کشیدن نادرست هویه (Improper Drag-Off):
- اگر هویه را به جای کشیدن در امتداد پایه، به سمت بیرون بکشید، برجستگیهای ناخواستهای از قلع روی برد باقی میماند.

معیارهای یک اتصال لحیم خوب
- اتصال با قلع سربدار (63/37): سطح صاف و براق.
- اتصال با قلع بدون سرب: ممکن است ظاهری مات داشته باشد ولی اگر یکنواخت باشد قابلقبول است.
- شکل فیلهای (Concave Fillet): در محل اتصال بین پد و پایه باید شکلی خمیده و مقعر مشاهده شود.
- قلع نباید تا روی ترکهای برد یا بدنهی قطعه بالا بیاید.
اتصالهایی که این ویژگیها را دارند، از نظر استاندارد IPC Class 3، اتصالهایی با قابلیت اطمینان بالا محسوب میشوند.
نصب قطعات (Component Mounting)
پس از آمادهسازی برد مدار چاپی، باید قطعات الکترونیکی بهصورت صحیح روی برد نصب شوند. در این قسمت، نصب قطعات از نوع سوراخدار (Through-Hole) و سطحچسب (SMD) بهتفصیل بررسی میشود.
۱. خمکاری پایهها (Lead Bending)
برای نصب قطعات سوراخدار (مثل مقاومت، دیود یا خازن)، ابتدا باید پایههای آنها خم شوند تا بهدرستی در سوراخهای برد قرار بگیرند. اما خمکاری نامناسب میتواند منجر به آسیب به قطعه یا حتی تغییر مشخصات الکتریکی آن شود.
قوانین مهم:
- هیچگاه خم را خیلی نزدیک به بدنهی قطعه ایجاد نکنید. این نقطه محل اتصال و درز مهر و موم قطعه است.
- شعاع خم باید حداقل برابر با قطر پایه باشد طبق جدول AWG.
- برای پایههایی با ضخامت 0.8 میلیمتر معادل 20 AWG، فاصله خم از بدنه باید حداقل 1.5 برابر قطر پایه باشد.

۲. فرمدهی پایهها (Lead Forming)
فرمدهی پایهها علاوه بر خم، شامل ایجاد اشکال خاص در پایه برای استحکام مکانیکی بیشتر است، مخصوصاً در بردهای الکترونیکی تکلایهای بدون پوشش فلزی در سوراخها (Unsupported Through-Holes).
- اگر قطعه بیش از ۰.۷ میلیمتر از سطح برد فاصله دارد، فرم پایه الزامی است.
- ابزارهای فرمدهی شامل: انبردست سوزنی، ابزار Pine Tree، ابزار با چرخ تنظیم، و ابزار حرفهای PACE هستند.
۳. نصب قطعه در سوراخ
برای نصب قطعه در سوراخ برد:
- از ابزار فرمدهی برای تنظیم فاصلهی پایهها استفاده کنید.
- قطعه را از سمت قطعات در برد قرار دهید.
- پایهها را کلینچ (Clinch) کنید:
* در مونتاژ بردهای الکترونیکی، بهویژه هنگام استفاده از قطعات سوراخدار (Through-Hole)، اصطلاح “کلینچ (Clinch)” به خمکردن پایه قطعه بعد از عبور آن از سوراخ برد برای تثبیت مکانیکی قبل از لحیمکاری گفته میشود.
کلینچ یعنی پایهی قطعه پس از عبور از سوراخ برد، به صورت کنترلشده و زاویهدار خم میشود تا:
- قطعه از جای خود حرکت نکند (در هنگام لحیمکاری یا جابهجایی برد).
- اتصال مکانیکی موقت ایجاد شود.
- فرآیند لحیمکاری دقیقتر و پایدارتر انجام گیرد.
- نیمکلینچ (45 درجه): برای حداقل استحکام کافی است.
- کلینچ کامل (90 درجه): برای قطعاتی که فشار بیشتری تحمل میکنند.

نکته: کلینچ را با ابزار پلاستیکی یا چوبی مثل چوب پرتقال (orangewood stick) انجام دهید تا آسیبی به پایه وارد نشود.
۴. لحیمکاری پایهها
- نوک هویه باید به اندازهی سطح پد باشد؛ نه خیلی بزرگ و نه خیلی کوچک.
- هویه را به نقطهی اتصال پد و پایه وارد کنید.
- پس از فعال شدن فلاکس، مقدار مناسبی قلع اضافه کنید تا اتصال براق و یکنواختی ایجاد شود.
- در پایان، نوک هویه را به آرامی بهسمت نوک پایه بکشید تا قلع در تمام طول آن پخش شود.
- در صورت نیاز، نوک پایه را پس از لحیمکاری با سیمچین ببرید.
۵. اتصال ایدهآل لحیم
- قلع باید کل پد را بپوشاند.
- سطح قلع باید صاف، براق و بدون حباب یا ترک باشد.
- یک انحنای مقعر (فیله) بین پایه و پد وجود داشته باشد.
- نوک پایه میتواند داخل قلع باشد یا بیرون بماند، مگر اینکه استاندارد خاصی الزام کند.
بردهای مدار چاپی (PCB)
برد مدار چاپی یا PCB، در واقع ستون فقرات سیستمهای الکترونیکی است. همانطور که اعصاب، اجزای بدن را به هم متصل میکنند، برد نیز عناصر مختلف الکترونیکی را به یکدیگر پیوند میدهد. در طول یک قرن گذشته، طراحی و ساخت بردها تغییرات چشمگیری داشتهاند. در این قسمت به بررسی انواع بردها، مواد سازنده، روشهای ساخت و نحوهی ایجاد مسیرهای رسانا میپردازیم.
انواع بردهای مدار چاپی
۱. بردهای یکرو (Single-Sided Boards)
بردهایی هستند که تنها در یک سمت خود دارای لایهی مسی هستند. ساخت آنها سادهتر و ارزانتر است اما پیچیدگی مدارهایی که روی آن قابل پیادهسازی است محدود میباشد.
- مشکل اصلی: در این بردها مسیرها نباید از روی هم عبور کنند؛ بنابراین طراحی مدارهای پیچیده سخت یا غیرممکن است.
- کاربرد: در مدارهای ساده یا محصولات ارزان قیمت استفاده میشوند.
۲. بردهای دولایه (Double-Sided Boards)
این بردها در هر دو طرف دارای لایهی مسی هستند و میتوانند از سوراخهای آبکاریشده (Plated Through Hole – PTH) یا ویای بدون قطعه (Via) برای اتصال بین لایهها استفاده کنند.
- مزایا: افزایش تعداد مسیرها و امکان طراحی مدارهای پیچیدهتر.
- ساختار: لایهی مسی از طریق آبکاری الکترولیتی درون سوراخها کشیده میشود تا اتصال بین دو طرف برقرار شود.
۳. بردهای چندلایه (Multi-Layer Boards)
با افزایش پیچیدگی مدارها و کوچکتر شدن قطعات، بردهای چندلایه با بیش از ۴ تا حتی ۴۸ لایه طراحی میشوند.
- ساختار: لایههای سیگنال در بالا و پایین، لایههای تغذیه و زمین در میان آنها قرار دارند.
- مثال: برد چهارلایه شامل: سیگنال بالا، زمین، تغذیه، و سیگنال پایین است.
- ویژهگیها: مقاومت الکتریکی کمتر، نویزپذیری کمتر، ابعاد فشردهتر
ویای کور (Blind Via): اتصال از لایه بیرونی به لایه داخلی.
ویای دفنشده (Buried Via): اتصال بین لایههای داخلی که از بیرون دیده نمیشود.
مواد سازنده بردها
بردها از مواد مختلفی ساخته میشوند که بر اساس کاربرد، ویژگیهای الکتریکی و مکانیکی، مقاومت شیمیایی، مقاومت حرارتی و قیمت انتخاب میشوند:
| نام | ترکیب | ویژگیها |
| FR-1 / FR-2 | کاغذ + فنول | ارزان، شکننده، مناسب مدارهای ساده |
| FR-4 | الیاف شیشه + اپوکسی | پرکاربردترین نوع، مقاوم به حرارت و رطوبت، مناسب برای چندلایه |
| FR-5 | مانند FR-4 با تحمل بیشتر | مناسب محیطهای صنعتی یا حرارت بالا |
| CEM-1/3 | شیشه با هسته غیربافته | مشابه FR-4 اما ارزانتر |
| پلیایمید، تفلون، سرامیک | پیشرفته | مناسب کاربردهای مخابراتی، پزشکی و فضایی |
روشهای ساخت PCB
۱. روشهای کاهشی (Subtractive Methods)
- فتولیتوگرافی: با استفاده از نور UV و فوتورزیست تصویر مدار را روی برد منتقل میکنند.
- اسکرین سیلک (Silk Screening): چاپ مستقیم مقاومت نوری روی برد.
- فرزکاری (Milling): حذف مکانیکی بخشهای اضافی مس با CNC.
۲. روشهای افزایشی (Additive Methods)
- استفاده از رسوب شیمیایی (مانند سولفات مس بدون الکتریسیته).
- فقط نواحی لازم برای عبور جریان با مس پوشانده میشود.
- مناسب برای ایجاد مسیرهای بسیار باریک و بردهای چندلایه پیشرفته.
قلعاندود کردن برد (Tinning)
پس از ایجاد مسیرهای مسی، برد باید قلعاندود (Tinned) شود تا:
- از اکسید شدن جلوگیری شود.
- آماده نصب قطعات شود.
روشها:
- لحیمکاری موجی (Wave Soldering).
- غلتک قلعزنی (Roller Tinning).
- آبکاری شیمیایی (Chemical Plating).
- قلعزنی دستی با سیم قلعکش (Solder Wick) – مناسب تعمیرات و نمونهساز.

برد چه چیزی به شما میگوید؟
بردهای مدار چاپی از قوانین فیزیکی اطاعت میکنند. سه قانون طبیعی که در فرآیند نصب و لحیمکاری قطعات از طریق سوراخ بسیار مهم هستند عبارتاند از:
- گرانش (Gravity).
- کشش سطحی (Surface Tension).
- عمل موئینگی (Capillary Action).
گرانش
گرانش همیشه در جهت پایین کار میکند، بنابراین وقتی برد را هنگام لحیمکاری در وضعیت افقی قرار میدهید، لحیم به پایین جاری میشود. اگر از زاویهای نامناسب کار کنید، ممکن است لحیم از جای درست منحرف شده و اتصالات ناقص ایجاد کند.
کشش سطحی
کشش سطحی نیرویی است که باعث میشود لحیم ذوبشده به صورت گنبدی شکل در جای خود بماند و بهصورت یک توپ کوچک در اطراف پایهها شکل گیرد. این خاصیت کمک میکند لحیم در اطراف پایه قطعه جریان یابد و اتصال الکتریکی خوبی ایجاد کند.
عمل موئینگی
این اثر باعث میشود که لحیم ذوبشده به داخل سوراخها و ترکهای کوچک کشیده شود. این ویژگی مخصوصاً هنگام کار با سوراخهای آبکاریشده (plated through-holes) بسیار مهم است.
قبل از نصب قطعه
- خم کردن پایهها (Lead Bending): پایهها باید به گونهای خم شوند که بدون ایجاد تنش به سوراخها وارد شوند. از ابزارهای مخصوص خمکردن استفاده کنید تا به قطعه یا برد الکترونیکی آسیب نزنید.
- شکلدهی پایهها (Lead Forming): اگر پایههای قطعه بلندتر از حد لازم باشد، باید آنها را برش دهید یا فرم دهید تا به خوبی در جای خود بنشینند.
نصب قطعات بدون پشتیبانی
قطعاتی مانند مقاومتها یا دیودها معمولاً کوچک هستند و بدون مهار مکانیکی نصب میشوند. آنها باید بهطور کامل درون سوراخ قرار گرفته و سپس لحیم شوند.
خطاهای رایج در لحیمکاری Through-Hole
- اتصال سرد (Cold Joint).
- لحیم بیش از حد یا کم.
- پایههای قطعشده یا خمشده.
- لحیمکاری با آلودگی یا اکسیداسیون.
سوراخهای آبکاریشده (Plated Through-Holes)
این نوع سوراخها لایه فلزی نازکی در دیواره داخلی دارند که باعث اتصال الکتریکی بین لایههای مختلف برد میشود. هنگام لحیمکاری در این سوراخها، حتماً باید لحیم درون سوراخ نیز جریان یابد.
کاهش تنش (Stress Relief)
در برخی قطعات مانند مقاومتهای بزرگ یا خازنها، خم کردن پایهها به سمت برد کمک میکند فشار مکانیکی به لحیم وارد نشود.
بستههای دو ردیفی (DIP)
برای نصب بستههای DIP، هر دو ردیف پایه باید کاملاً در سوراخهای خود قرار بگیرند. سپس با مقدار مناسب لحیم در هر سوراخ، اتصال را تکمیل کنید.
هیتسینکها (Heat Sinks)
قطعاتی که گرمای زیادی تولید میکنند ممکن است نیاز به نصب هیتسینک داشته باشند. این هیتسینک باید بهدرستی به قطعه و برد متصل شود.
برداشتن قطعات Through-Hole
مراحل زیر برای برداشتن قطعات از نوع Through-Hole توصیه میشود:
- شناسایی پوششهای محافظ (Conformal Coatings): بعضی بردها با لایههایی مانند اپوکسی پوشیده شدهاند که باید قبل از شروع برداشتن پاک شوند.

- روشهای برداشتن:
- استفاده از فتیله لحیم (Solder Wick).
- استفاده از پمپ لحیم (Desoldering Pump).
- استفاده از هوای گرم (Hot Air) یا خلا (Vacuum).

انواع قطعات نصب سطحی
قطعات نصب سطحی (SMD) به گونهای طراحی شدهاند که بدون سوراخکاری، مستقیماً روی سطح برد مدار چاپی نصب میشوند. برخی از رایجترین انواع آنها عبارتاند از:
- مقاومتهای چیپ (Chip Resistors).
- خازنهای چیپ و MELF.
- ترانزیستورهای SOT.
- مدارهای مجتمع با پکیج QFP، PLCC، و SOIC.
- BGA (Ball Grid Array).
نصب و برداشتن مقاومتهای چیپ، MELF، خازنهای چیپ و SOT
مقاومتهای چیپ (Chip Resistors)
- ناحیهای که قطعه قرار میگیرد را با فلاکس پوشش دهید.
- با نوک هویه، لحیم کمی را روی یک پد اعمال کنید.
- با پنس، قطعه را در محل نگه دارید.
- یک سر را لحیم کنید، سپس سر دیگر را نیز لحیم کنید.
قطعات MELF و خازنهای چیپ
قطعات MELF استوانهای هستند و به راحتی میچرخند. برای نصب:
- از فلاکس استفاده کنید.
- ابتدا یک پد را لحیم کرده، سپس قطعه را نگه دارید و پایه دیگر را لحیم کنید.

پکیجهای SOT (Small Outline Transistor)
- این قطعات دارای سه پایهاند.
- ابتدا پایه میانی را لحیم کنید تا قطعه در جای خود ثابت شود، سپس دو پایه دیگر را لحیم کنید.

نصب QFP، PLCC و SOIC
QFP (Quad Flat Package)
- این قطعات پایههایی بسیار نازک و در چهار طرف دارند.
- از فلاکس فراوان استفاده شده و پایهها به صورت ردیفی لحیم میشوند.
- اگر پایهها اتصال کوتاه داشتند، از فتیله لحیم برای تمیزکاری استفاده کنید.

SOIC و PLCC
- مشابه QFP، اما پایههای کمتری دارند.
- برای PLCC ممکن است نیاز به سوکت باشد.

برداشتن QFP، PLCC، و SOIC
روشهای مختلفی برای برداشتن قطعات با پایههای زیاد وجود دارد:
- استفاده از هویه هوای گرم (Hot Air Rework Station).
- استفاده از ابزار مکش و پمپ وکیوم.
- گاهی استفاده از نوک دوگانه یا چندگانه هویه برای لحیمزدایی همزمان.
هشدار: برداشتن اشتباه ممکن است به پدهای برد الکترونیکی آسیب بزند.
بردهای با فناوری ترکیبی (Mixed Technology Boards)
در برخی بردها، ترکیبی از قطعات through-hole و SMD وجود دارد. در این موارد:
- ابتدا قطعات بزرگتر معمولاً through-holeنصب یا برداشته میشوند.
- سپس نوبت به قطعات نصب سطحی میرسد.

BGA (Ball Grid Array)
معرفی
قطعه BGA (Ball Grid Array) یک نوع پکیج یا بستهبندی برای مدارهای مجتمع (IC) است که در آن اتصالات الکتریکی به صورت آرایهای از توپکهای لحیم (Solder Balls) در زیر سطح قطعه قرار دارند. این توپکها به عنوان نقاط اتصال بین IC و برد مدار چاپی (PCB) عمل میکنند و مزیت اصلی این فناوری در افزایش چگالی اتصال و بهبود انتقال حرارت و سیگنال است. استفاده از پکیج BGA بهویژه در مدارهای با عملکرد بالا و در محیطهای صنعتی و پیشرفته رایج است.
قطعات BGA پایههایی به شکل گوی در زیر خود دارند، که با چشم قابل مشاهده نیستند.
BGA یک فناوری اتصال الکترونیکی است که به یکی از سبکهای غالب در بازار الکترونیک تبدیل شده است. نام این قطعه به سادگی از آرایش توپهای لحیم بر روی آن قابل درک است. اتصالات در یک آرایهی منظم از توپکها (Solder Balls) قرار دارند. این مدار مجتمع (IC)، به همراه توپکهای لحیم متصل به آن، سپس بر روی برد مدار چاپی (PCB) قرار میگیرد؛ برد دارای آرایهای مشابه از پدها یا شیارهای نیمدایرهای برای دریافت توپکها میباشد. توپکهای لحیم معمولاً از قلع با دمای ذوب پایین ساخته میشوند و اندازه آنها معمولاً بین 0.30 میلیمتر تا 1.27 میلیمتر (0.012 اینچ تا 0.05 اینچ) است. این توپکها روی یک آلیاژ لحیم با دمای بالا و دارای برش نیمدایرهای قرار میگیرند. در اکثر کاربردها، تنها توپکها باید به مدار مجتمع لحیم شوند در برخی موارد، مدار مجتمع و برد مدار چاپی نیز بهطور همزمان به یکدیگر لحیم میشوند. تعمیر BGA با فرآیند از بین بردن توپکهای لحیم از روی IC (de-balling) آغاز میشود. برای این کار ابتدا فلاکس به سطح لحیمدار IC اعمال میشود؛ بهتر است از فلاکسی با چسبندگی بالا (high-tack) استفاده شود که رقیق و روان نباشد. به عنوان مثال، خمیر لحیم (solder paste) نمونهای از یک قلع چسبنده بالا است. حذف توپکها میتواند با استفاده از یک نوک لحیمکاری پهن و فتیله قلع (solder wick) انجام شود. نوک هویه را بر روی سطح لحیمدار IC قرار داده و فتیله را نیز در همان محل بکشید تا قلع به راحتی به داخل فتیله جذب شود. کار را با سرعتی مناسب انجام دهید تا لحیم به خوبی از فتیله جمع شود و از تجمع بیش از حد حرارت در یک نقطه جلوگیری شود. پس از حذف توپکها، IC از طریق حلالهای تایید شده (اغلب از ایزوپروپیل الکل استفاده میشود) تمیز شده و سپس مجدداً با آب دیونیزه یا آب مقطر شسته میشود. اگرچه آب دیونیزه از آب مقطر ارزانتر است، هرگونه آلودگی آلی موجود در آب دیونیزه ممکن است باقی بماند، بنابراین از آب بهعنوان یک حلال تمیزکننده استفاده کنید، به این صورت که روی IC مالیده و اجازه دهید خشک شود. توجه کنید که نباید چیپ را در آب غوطهور کنید، زیرا در زمان نصب مجدد ممکن است دچار جدایی لایهای (delamination) شود، زیرا آب جذب شده در هنگام نصب باعث انبساط میشود و این موضوع ممکن است باعث «popcorning» (انفجار مانند دانههای ذرت) در IC گردد. در نهایت، قبل از نصب مجدد، لازم است که سطح لحیمدار IC از نظر همسطحی (coplanarity) بررسی شود، به عبارت دیگر اطمینان حاصل شود که سطح لحیمدار کاملاً صاف و یکنواخت است.

آمادهسازی
- استفاده از شابلون برای قرار دادن خمیر لحیم.
- استفاده از Reflow Oven یا ایستگاه هوای گرم برای ذوب لحیم.

وظیفهی بالها
· برقراری اتصال الکتریکی بین چیپ و برد.
· انتقال حرارت.
· پایداری مکانیکی قطعه روی برد.
ریبالینگ (Reballing)
اگر لازم باشد قطعه BGA مجدداً استفاده شود، توپکهای لحیم باید دوباره ایجاد شوند.
این کار در چه شرایطی انجام میشود؟
- وقتی اتصالات زیر آیسی قطع شده باشند (مثلاً در اثر حرارت یا فشار).
- در تعمیرات: وقتی میخواهند آیسی را مجدداً روی برد لحیم کنند.
- در بازیافت قطعات: آیسیهای BGA که از برد جدا شدهاند را میخواهند دوباره قابل استفاده کنند.
ابزارهای لازم برای ریبال
- دستگاه هیتر Hot Air Station) یا( BGA Rework Station .
- شابلون BGA (Stencil) .
- توپ قلع مخصوص (Solder Balls) .
- فلوکس (Flux) .
- پنس، لحیمگیر و مواد شوینده.
روشهای ریبالینگ:
- استفاده از خمیر لحیم
- استفاده از گویهای لحیم آماده (Solder Spheres)
روش بهتر ری بالینگ (Re-balling) برای BGA نیازمند استفاده از توپکهای قلع میباشد. توپک قلع به گونهای طراحی شدهاند که دقیقاً روی پدهای تماس BGA جای بگیرند. این توپکها در اندازههای مختلف عرضه میشوند تا با اکثر پکیجهای BGA موجود در بازار سازگار باشند. انتخاب شبکه/پیشفرم مناسب: ابتدا شبکه یا پیشفرمی را انتخاب کنید که مطابق با ابعاد BGA مورد نظر باشد. معمولاً یک تکیهگاه یا ظرف (pan) همراه با شبکه ارائه میشود، بنابراین از هر دو استفاده کنید. ظرف به نگهداری ثابت پیشفرم و IC کمک میکند و راهی برای جمعآوری توپکهای قلع استفادهنشده فراهم میکند. آمادهسازی IC.
IC را کاملاً با فلاکس پوشش دهید و آن را به صورت رو به بالا در ظرف قرار دهید. سپس شبکه را روی پدهای تماس IC تنظیم کنید. اطمینان حاصل کنید که شبکه در تکیهگاه صاف قرار دارد؛ اگر خمیده به نظر میرسد، احتمالاً تکیهگاه نیاز به تمیزکاری دارد. افزودن توپکهای قلع: پس از قرارگیری صحیح شبکه، توپکهای قلع را داخل ظرف بریزید. دقت کنید که هر سوراخ در شبکه با یک توپک پر شود؛ توپکهای اضافی قابل ریختن هستند. عملکرد ریفلو: حالا میتوان توپکها را با استفاده از یک فر مهوایی (convective oven) یا ایستگاه هوای گرم مناسب ریفلو کرد. استفاده از فر مهوایی امکان افزایش دما را به صورت کنترلشده فراهم میکند تا تنشهای حرارتی به حداقل برسد. در صورت استفاده از ایستگاه هوای گرم، باید ابزاری متناسب با اندازه BGA مورد نظر انتخاب شود. خنکسازی و تمیزکاری: پس از انجام ریفلو، اجازه دهید IC خنک شود. سپس شبکه و BGA از تکیهگاه برداشته میشوند. IC باید با یک حلال مناسب تمیز شود و سپس با آب دیونیزه یا مقطر شسته شود. ممکن است نیاز به استفاده از یک فر خشککردن (Bake-out Oven) داشته باشید؛ این فر مخصوص حذف رطوبت از IC طراحی شده است. افزایش کنترلشده دما موجب حذف آهسته رطوبت شده و از پدیدهی «popcorning» جلوگیری میکند.

تعمیر ترکها، پدها و بردهای آسیبدیده
این قسمت به بررسی روشهای حرفهای برای تعمیر آسیبهای رایج روی بردهای مدار چاپی (PCB) میپردازد. این آسیبها شامل ترکخوردگی یا جدا شدن پدها، قطعی یا آسیبدیدگی ترکهای مسی، و حتی تعویض بخشهایی از برد الکترونیکی است.
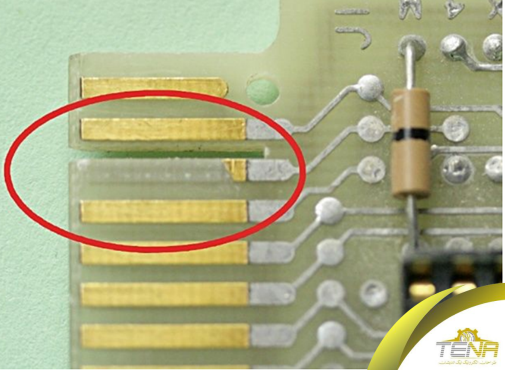
پدها و ترکهای بلند شده (Lifted Pads and Tracks)
مشکل:
پد یا ترک ممکن است به علت حرارت زیاد یا کشیدن قطعه از برد جدا شود.
راهحل:
- اطمینان حاصل کنید که برد تمیز و خشک است.
- از چسب مخصوص (مانند اپوکسی با رسانایی بالا) برای چسباندن مجدد ترک یا پد استفاده کنید.
- اگر اتصال الکتریکی از بین رفته، از سیم جامپر استفاده نمایید.
ترکها یا مسیرهای شکسته یا مفقودشده (Broken or Missing Tracks)
روش ۱: استفاده از فریم ترک بدون چسب (Track Frame without Adhesive)
- مسیر جایگزین را از فریم آماده برش میدهید.
- مسیر جدید را با استفاده از لحیم و فلاکس به دو سر باقیمانده متصل میکنید.
- سپس با اپوکسی یا لاک محافظ، آن را فیکس میکنید.
روش ۲: استفاده از فریم ترک چسبدار (Track Frame with Adhesive)
- مشابه روش قبلی است، اما فریم دارای چسب است.
- مسیر روی برد قرار میگیرد و با گرما یا فشار چسبانده میشود.
روشهای جایگزین برای بازسازی ترکها
باسبار (Busbar)
- نوار مسی تخت برای اتصال بخشهای جدا شده در مسیرهای با جریان بالا.
- بسیار مستحکم و قابل لحیمکاری است.
منگنههای فلزی (Staples)
- مشابه یک منگنه واقعی، بخش شکسته با یک گیره فلزی اتصال پیدا میکند.
- گاهی برای استحکام مکانیکی، چسب نیز به کار میرود.
سیم جامپر (Jumper Wire)
- روشی ساده و مؤثر برای پلزدن یک مسیر خراب یا شکسته.
- از سیم روکشدار نازک برای بازسازی مسیر استفاده میشود.
تعمیر کانکتورهای لبهای (Edge Connectors)
- اگر کانکتورهای لبهای (مثل رابطهای طلاکاریشده کارتها) آسیب ببینند:
- با استفاده از شابلونهای مخصوص، روکش طلا قابل بازسازی است.
- پرداخت سطح با سنباده نرم یا پاککن ضد استاتیک توصیه میشود.
جایگزینی بخشهای آسیبدیده بزرگ از برد PCB
تعمیرات کوچک (کمتر از نیم اینچ):
- اگر آسیب سطحی باشد و از میان برد عبور نکند، تعمیر با اپوکسی و سیم جامپر ممکن است کافی باشد.
آسیبهایی که از کل ضخامت برد عبور کردهاند:
- در این حالت، از رزینهای اپوکسی برای پرکردن حفره و بازیابی ساختار مکانیکی استفاده میشود.
- ترکهای مدار را باید با سیم یا فریم مسی بازسازی کرد.
جایگزینی کامل بخش بزرگ از برد:
- ناحیه آسیبدیده با دقت برش داده میشود.
- یک تکه سالم از برد مشابه به همان ابعاد آماده میشود.
- مسیرهای الکتریکی بازسازی شده و کل ناحیه با اپوکسی تقویت میگردد.
تعمیر ترکها، پدها و بردهای آسیبدیده
این قسمت به بررسی روشهای حرفهای برای بازسازی و تعمیر آسیبهای رایج روی بردهای مدار چاپی (PCB) میپردازیم. در حین استفاده و یا در اثر آسیبهای ناشی از حرارت، لرزش یا استفاده مکرر، مسیرهای مسی و پدهای اتصال ممکن است دچار ترک یا جداشدگی شوند. در این قسمت، روشهای مختلف تعمیر و بازسازی این بخشها مورد بررسی قرار میگیرند.
۱. پدها و ترکهای بلند شده (Lifted Pads and Tracks)
مشکل:
با قرار گرفتن در معرض حرارت بالا یا در اثر کشیدن قطعات، پدها یا ترکهای مسی ممکن است از برد جدا شوند یا بلند شوند.
راهحلهای پیشنهادی:
- تمیز نگهداشتن سطح برد و اطمینان از خشک بودن آن.
- استفاده از چسبهای تخصصی مانند اپوکسیهای رسانا برای چسباندن مجدد پدها.
- در صورت قطع ارتباط الکتریکی، استفاده از سیمهای جامپر جهت ایجاد پل اتصال بین پد اصلی و مسیر باقیمانده.

۲. ترکها یا مسیرهای شکسته و مفقودشده (Broken or Missing Tracks)
در برخی موارد، مسیرهای مسی دچار شکستگی یا حتی حذف کامل میشوند. در این شرایط دو روش اصلی تعمیر وجود دارد:
الف) استفاده از فریم ترک بدون چسب (Track Frame without Adhesive)
- مراحل:
- از فریم آماده برای ایجاد مسیر جایگزین استفاده کنید.
- مسیر جدید را با دقت برش داده و به دو سر باقیمانده متصل نمایید.
- با استفاده از لحیم و فلاکس، اتصال برقرار شده را تثبیت کنید.
- در پایان از یک پوشش محافظ (مانند اپوکسی یا لاک) برای ثابت نگه داشتن مسیر استفاده کنید.
ب) استفاده از فریم ترک چسبدار (Track Frame with Adhesive)
- روش مشابه:
همانند روش قبل، با این تفاوت که فریم دارای چسب آماده است. در این روش:- مسیر روی برد قرار داده میشود.
- با استفاده از گرما یا فشار، چسب فعال شده و مسیر به برد متصل میشود.

۳. روشهای جایگزین برای بازسازی ترکها
در مواردی که روشهای استاندارد به تنهایی کافی نباشد، از تکنیکهای جایگزین زیر بهره گرفته میشود:
الف) باسبار (Busbar)
- تعریف:
نوار مسی تختی که برای اتصال بخشهای جداشده و ایجاد مسیرهای با جریان بالا استفاده میشود. - مزایا:
استحکام مکانیکی و الکتریکی بالا؛ قابلیت لحیمکاری.
ب) منگنههای فلزی (Staples)
- روش:
استفاده از منگنههای فلزی بهعنوان قطعه اتصال مکانیکی. در این روش، گاهی از چسبهای تخصصی نیز بهره گرفته میشود تا اتصالات از لحاظ الکتریکی بهبود یابد.
ج) سیم جامپر (Jumper Wire)
- تعریف:
سیمهای نازک با روکش مخصوص که بهعنوان پل اتصال بین مسیرهای آسیبدیده به کار میروند. - کاربرد:
سریعترین و سادهترین راه برای بازسازی مسیرهای قطع شده در شرایطی که تعمیرات جزئی کافی باشد.
۴. تعمیر کانکتورهای لبهای (Edge Connectors)
کانکتورهای لبهای که برای اتصال بردهای الکترونیکی به ماژولهای جانبی یا کابلها استفاده میشوند، در معرض آسیبهای ناشی از استفاده و عبور مکرر قرار دارند. در صورت آسیب دیدن:
- با استفاده از شابلونها و ابزارهای مخصوص، پوشش طلا یا سایر پوششهای هدایتکننده بازسازی میشود.
- پرداخت سطح با سنباده نرم یا استفاده از پاککنهای ضد استاتیک جهت بهبود تماس الکتریکی توصیه میشود.
5.جایگزینی بخشهای آسیبدیده بزرگ از برد PCB
زمانی که آسیب به صورت گسترده و عمیق در برد ایجاد شده باشد، دو نوع رویکرد وجود دارد:
الف) تعمیرات کوچک (Repair ≤ ½”)
- روش:
در مواردی که آسیب فقط سطحی باشد و از طریق برد عبور نکند، استفاده از اپوکسیهای مخصوص، سیمهای جامپر و بازسازی پدهای آسیبدیده کافی است.
ب) آسیبهایی که از کل ضخامت برد عبور کردهاند
- روش:
- ناحیه آسیبدیده با دقت برش داده میشود.
- یک تکه سالم از برد با مشخصات مشابه آماده شده و جایگزین ناحیه آسیبدیده میشود.
- مسیرهای الکتریکی بازسازی شده و کل ناحیه با اپوکسی و پوششهای حفاظتی تقویت میشود.
نکات پایانی و توصیههای عملی
- استانداردهای IPC-7711/7721:
تمامی تعمیرات باید مطابق با استانداردهای IPC-7711/7721 انجام شود تا از کیفیت و پایداری اتصالات اطمینان حاصل شود. - کنترل کیفیت:
پس از انجام تعمیرات، بررسی دقیق با استفاده از میکروسکوپ و ابزارهای اندازهگیری ضروری است. - استفاده از تجهیزات دقیق:
استفاده از هویههای کنترلشده، ابزارهای تخصصی و مواد چسباننده با کیفیت، کلید موفقیت در تعمیر بردهای الکترونیکی است.
در مسیر تولید سامانههای الکترونیکی با عملکرد بالا و طول عمر قابل اطمینان، فرآیند مونتاژ برد مدار چاپی (PCB) نقشی غیرقابل انکار دارد. هر اتصال لحیمشده، هر قطعه نصبشده، و هر جزئیات اجرایی، بخشی از زنجیرهای است که عملکرد کل سیستم را تضمین میکند.
در شرکت طراحان الکترونیک، این فرآیند با بهرهگیری از تیم مجرب اپراتورهای متخصص، نظارت فنی مهندسین برق، و رعایت کامل استانداردهای بینالمللی (IPC) انجام میپذیرد. دقت بالا، استفاده از تجهیزات حرفهای، کنترل کیفیت مرحلهبهمرحله، و رعایت الزامات ESD، از اصول بنیادینی هستند که در اجرای هر پروژه رعایت میشوند.
این تعهد به کیفیت، شرکت طراحان الکترونیک را به یکی از گزینههای مطمئن در زمینه مونتاژ و تعمیر بردهای صنعتی و حساس در کشور تبدیل کرده است جایی که مهندسی، تجربه و دقت، در کنار هم قرار گرفتهاند.
مونتاژ بردهای الکترونیکی با استفاده از دستگاه Pick and Place
با پیشرفت فناوری و افزایش پیچیدگی مدارهای الکترونیکی،روشهای سنتی مونتاژ دستی قطعات، دیگر پاسخگوی نیاز صنعت الکترونیک نیستند. در این میان، دستگاههای Pick and Place بهعنوان یکی از مهمترین ارکان خط تولید خودکار، نقش حیاتی در مونتاژ دقیق و پرسرعت قطعات سطحنصب (SMD) ایفا میکنند. این دستگاهها با بهرهگیری از سیستمهای مکانیکی و بینایی پیشرفته، قادرند در مدتزمانی بسیار کوتاه، هزاران قطعه را با دقت میکرونی روی برد مدار چاپی (PCB) قرار دهند .استفاده از دستگاه پیک اند پلیس نهتنها باعث افزایش سرعت تولید و کاهش خطاهای انسانی میشود، بلکه امکان تولید انبوه بردهای الکترونیکی با کیفیت یکنواخت و قابلاعتماد را نیز فراهم میسازد. در این بخش، با فرآیند مونتاژ قطعات به کمک این دستگاه آشنا خواهیم شد.

زمانهایی که استفاده از دستگاه Pick and Place توصیه میشود:
- تیراژ تولید بالا اگر قراراست تعداد زیادی برد تولید شود (مثلاً بالای چند صد یا چند هزار عدد)، دستگاه پیک اند پلیس بسیار مقرونبهصرفهتر، سریعتر و دقیقتر از مونتاژ دستی عمل میکند.
مثال: تولید انبوه بردهای موبایل، مودم، لوازم خانگی هوشمند و …
- استفاده از قطعات بسیار ریز مثلاً( 0402 BGA)قطعات ریز و با پایههای زیاد مثل BGA، QFN یا چیپهای با پکیج پیچیده، بهسختی با دست قابل مونتاژ هستند و احتمال خطای انسانی زیاد است.. دستگاه پیک اند پلیس می تواند با دقت میکرونی قطعات رو در محل درست جایگذاری کند.
- نیاز به سرعت بالا در پروژههایی که زمان فاکتور بحرانیه و باید در سریعترین زمان ممکن مونتاژ انجام بشه، مونتاژ دستی خیلی کند پیش می رود دستگاهها می توانند تا چند هزار قطعه در ساعت مونتاژ کنند.
- نیاز به یکنواختی و کیفیت بالا در مونتاژ دستی، احتمال تفاوت کیفیت لحیمکاری از یک برد به برد دیگه وجود دارد. ولی دستگاه پیک اند پلیس خروجی ثابت، دقیق و بدون خطای تکراری ارائه می دهد.
- بهصرفه بودن در درازمدت با وجود هزینه بالای اولیه برای خرید دستگاه، در بلندمدت و با تولید زیاد، هزینه مونتاژ هر برد بسیار پایین می آید (در مقایسه با حقوق اپراتورها یا خطاهای مونتاژ دستی).
چه زمانی از مونتاژ دستی استفاده میکنیم؟
- تیراژ پایین یا نمونهسازی برای بردهای پروتوتایپ یا تعداد کم.
- قطعات DIP یا قطعات بزرگ که راحت با دست لحیم می شوند.
- هزینهبر بودن دستگاه برای شرکتهای کوچک یا کارگاههای تازهکار .
- نیاز به تغییر سریع در طراحی در مرحله تست و توسعه.
مونتاژ دستی انعطاف بیشتری دارد.
با پیشرفت فناوری و افزایش پیچیدگی مدارهای الکترونیکی، روشهای سنتی مونتاژ دستی قطعات، دیگر پاسخگوی نیاز صنعت الکترونیک نیستند. در این میان، دستگاههای Pick and Place بهعنوان یکی از مهمترین ارکان خط تولید خودکار، نقش حیاتی در مونتاژ دقیق و پرسرعت قطعات سطحنصب (SMD) ایفا میکنند. این دستگاهها با بهرهگیری از سیستمهای مکانیکی و بینایی پیشرفته، قادرند در مدتزمانی بسیار کوتاه، هزاران قطعه را با دقت میکرونی روی برد مدار چاپی (PCB) قرار دهند. استفاده از دستگاه پیک اند پلیس نهتنها باعث افزایش سرعت تولید و کاهش خطاهای انسانی میشود، بلکه امکان تولید انبوه بردهای الکترونیکی با کیفیت یکنواخت و قابلاعتماد را نیز فراهم میسازد.
فرآیند کار با دستگاه Pick and Place در مونتاژ بردهای الکترونیکی در صنعت الکترونیک، مونتاژ قطعات سطحنصب (SMD) با دقت و سرعت بالا، یکی از الزامات اساسی در تولید بردهای مدار چاپی (PCB) است. دستگاه Pick and Place بهعنوان یکی از مهمترین تجهیزات در خطوط مونتاژ مدرن، وظیفه دارد قطعات الکترونیکی را بهصورت خودکار، دقیق و با سرعت بالا در موقعیتهای از پیش تعیینشده روی برد قرار دهد. در ادامه، مراحل اجرای این فرآیند بهصورت گامبهگام تشریح میگردد:
1-آمادهسازی فایلهای طراحی
پیش از آغاز عملیات مونتاژ، فایلهای مورد نیاز باید تهیه و آمادهسازی شوند. این فایلها شامل موارد زیر هستند:
- فایلهای Gerber برای تولید برد مدار چاپی و تهیه شابلون.
- فایل Pick and Place شامل اطلاعات مربوط به موقعیت، نوع و زاویه قرارگیری قطعات.
- فایل BOM (Bill of Materials) حاوی فهرست قطعات مورد استفاده در برد .
این اطلاعات به نرمافزار کنترل دستگاه Pick and Place وارد میشوند تا فرآیند مونتاژ مطابق طراحی انجام گیرد.
2-چاپ خمیر قلع
در این مرحله، با استفاده از یک شابلون فلزی، خمیر قلع فقط روی نواحی خاصی از برد که مربوط به پایههای قطعات SMD است، اعمال میشود. خمیر قلع ضمن ایجاد اتصال الکتریکی، نقش تثبیت موقت قطعه را نیز پیش از لحیمکاری ایفا میکند.
3– نصب قطعات و آمادهسازی دستگاه
رولهای قطعات (Tape & Reel) توسط اپراتور در فیدرهای دستگاه نصب میشوند. هر فیدر به یک نوع قطعه اختصاص دارد. دستگاه براساس فایل Pick and Place میداند که هر قطعه را از کدام فیدر بردارد و در کجا قرار دهد.
4-موقعیتیابی برد (Board Alignment)
پس از قرارگیری برد روی میز کار دستگاه، سیستم بینایی (Vision System) دستگاه موقعیت دقیق برد را تشخیص داده و در صورت وجود انحراف، آن را اصلاح مینماید. این مرحله برای اطمینان از دقت در قرارگیری قطعات حیاتی است.
5-قرار دادن قطعات (Pick and Place Operation)
بازوی مکانیکی دستگاه با استفاده از نازل مکنده، قطعات را از روی فیدر برداشته، زاویه آنها را تنظیم میکند و سپس در موقعیت دقیق تعیینشده روی برد، روی خمیر قلع قرار میدهد. این فرآیند بهطور پیوسته برای تمام قطعات تکرار میشود.
6-لحیمکاری در کوره ریفلاو (Reflow Soldering)
پس از چیدمان کامل قطعات، برد وارد کوره ریفلاو میشود. در این کوره، برد در چند منطقه دمایی بهصورت تدریجی گرم شده تا خمیر قلع ذوب گردد و سپس بهآرامی سرد میشود. در نتیجه، قطعات بهطور دائم روی برد لحیم میشوند.
7-بازرسی نهایی (Inspection)
پس از لحیمکاری، بردها مورد بازرسی قرار میگیرند: AOI (بازرسی نوری خودکار) برای بررسی صحت قرارگیری قطعات و کیفیت لحیمکاری X-Ray جهت بررسی لحیمکاری قطعات دارای پایههای پنهان (مانند BGA) در صورت نیاز، بازرسی چشمی دستی نیز انجام میگیرد .
8-تست عملکردی (Functional Testing)
در مرحله پایانی، بردهای مونتاژ شده تحت آزمونهای عملکردی قرار میگیرند تا از صحت عملکرد مدار اطمینان حاصل شود. در صورت وجود نقص، بردها به واحد تعمیر (Rework) ارجاع داده میشوند.
مزایای استفاده از دستگاه Pick and Place
- دقت بالا قرارگیری دقیق قطعات حتی با اندازههای بسیار کوچک.
- سرعت بالا هزاران قطعه در ساعت مونتاژ میشود.
- تکرارپذیری.
- مونتاژ بدون خطای انسانی.
در شرکت طراحان الکترونیک نیکاندیشان، ارائه خدمات تخصصی مونتاژ بردهای الکترونیکی با بهرهگیری از دستگاه تماماتوماتیک Pick and Place انجام میپذیرد. این فرآیند مطابق با استانداردهای صنعتی روز دنیا و با رعایت دقیقترین الزامات فنی و کیفی اجرا میشود. ما مفتخریم که بر اساس نیاز و سفارش مشتریان محترم، امکان مونتاژ انواع بردهای SMD را با دقت، سرعت و کیفیت بالا فراهم نمودهایم. خدمات ما شامل موارد زیر میباشد:
- استفاده از تجهیزات صنعتی پیشرفته برای مونتاژ دقیق قطعات SMD .
- قابلیت مونتاژ بردهای چندلایه و پیچیده با تیراژ پایین تا تولید انبوه .
- چاپ خمیر قلع با شابلون فلزی دقیق و کنترل ضخامت.
- مونتاژ خودکار با دستگاه Pick and Place با دقت میکرونی.
- لحیمکاری حرفهای با استفاده از کوره ریفلاو با پروفایل حرارتی استاندارد .
- بازرسی نوری (AOI) و در صورت نیاز، تست اشعه ایکس برای قطعات BGA.
- تست نهایی عملکرد (Functional Test) مطابق درخواست کارفرما .
هدف ما، ارائه خدماتی با بالاترین سطح کیفیت و اطمینان است که پاسخگوی نیاز تولیدکنندگان، شرکتهای فناور، صنایع دفاعی، مخابرات، پزشکی و سایر حوزههای تخصصی باشد.